

钣金加工中镜面不锈钢板焊接工艺注意事项

1,因为安装时为了防止尺寸的临时变化或计算误差而变短,往往其所用的镜面不锈钢板都会在尺寸上偏大;这会导致在其焊接的时候,其焊缝的宽度、长度、板材的实际厚度发生细微的中心线偏移;这就要求焊接的时候要控制该部位的位置尺寸大小。所以要保证所有构件下料准确而且长度允许的误差为1mm,还有构件在下料前也要查不锈钢镜面板是否平直。如果不平,则需要再进行矫平。
2,焊接的时候会常常出现裂纹,为了防止这种情况的发生,需要对焊接工艺的参数和程序有所把握,尽量不要使用大电流或者突然熄火,避免造成“焊疤”;而且焊缝的接头还需要接上10~15mm,焊接的过程注意不能敲击和搬动不锈钢镜面板,以免出现新的裂纹。不锈钢镜面板构件在焊接时候必须要把位置放置准备,焊点要牢固和饱满。尤其要注意的是焊缝表面的焊波应均匀,不得有裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状气孔等缺陷,否则容易出现焊缝断裂和影响美观性。
3,由于不锈钢镜面板的表面在研磨后,在去除氧化皮表面后,其表面会留有“针眼或气孔”,在焊接之前要将大部分的针眼或气孔刷洗干净,并且需要在焊接的过程中通过调节电流的大小而降低焊接的速度,保证焊接的均匀性;这样才能有效地避免“虚焊”现象的产生。而且镜面板在焊接组装完成后,还需要人工使用机具把板材的表面磨平和抛光,这样才使得外观保持平滑光亮。
推荐阅读:

相关文章

谈谈钣金加工中一些基础知识点
钣金方面的知识学习,今天小编将利用些空闲时间来进行下去,因为这是一重点方面,并且我们的认识还不全面和具体,所以就很有必要性了。所以接下来,小编就来分步讲解,以使得文章内容条理清晰,方便大家来理解和...

钣金加工激光切割技术的崛起带来的好处
提高加工效率,减少设备和工装投资,降低维护成本,防止人身伤害,是设备制造商和设备用户对创新永无止境的追求。模具缺陷是多工位冲床加工过程中损坏或降低冲床质量的常见原因。为了减少维护模具或更换模具的意外成...
如何分辨在钣金生产当中不锈钢材料的区别
【钣金加工】不一样原料,对应钣金加工的需求大有不一样,下面跟我们一同共享怎么判别不一样规范的不锈钢资料不锈钢常用资料有201、304、316L,之间报价相差对比大,主要是含镍的含量不一样,201与30...

【钣金加工知识】为什么水果罐头大多用玻璃罐,肉罐头用金属罐子
先给结论: 1.几乎所有罐头食品都可以使用金属罐做包装; 2.玻璃罐重,易碎,成本较高; 3.玻璃罐因其透明的特性,对食品本身有较好的展示作用,可以提高产品卖相。 4.专业科普:何为低酸食...
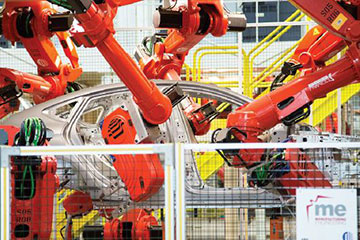
汽车行业推动着钣金焊接技术向前!
焊接技术背后的强劲的驱动力 汽车行业引领焊接进步 焊接和汽车工业同时发展并且一起发展和发展。焊接行业一直受到汽车行业需求的驱动。 在北美电视台播放日本汽车厂的照片和视频时,大多数消费者在...

钣金加工中电脑机箱漏电的解决方法
很多人都遇到过一种现象,那就是在触摸机箱的时候会有轻微的触电感发生。一些朋友往往误以为是电脑“漏电”从而忐忑不已。其实这是一种正常现象。下面我们来分析一下。 分析:机箱带电的原因一般有两种: ...

钣金加工厂计算钣金产品制造成本的四个步骤
在当今竞争激烈的市场中,了解产品成本结构对于改进流程以及正确的定价策略至关重要。钣金产品的生产周期涉及从原材料到准备交付的产品的几个阶段,包括:切割,辊轧成型,弯曲,焊接,冲压,激光切割,可能的附件组...
珠海钣金加工 做机柜要注意的几点
在选购机柜时咱们有必要考虑到机柜钣金加工的安全性、散热、架构规划、万向脚等功用。机柜钣金加工常见的功用有:通常的机柜前后门是能够疾速装卸、可确定,梯形外型前门的。可调装置深度,前后门及侧板均可确定。双...
 中山铭偌金属制品有限公司
中山铭偌金属制品有限公司