

机箱机柜在钣金加工技术工艺上有哪些需求?
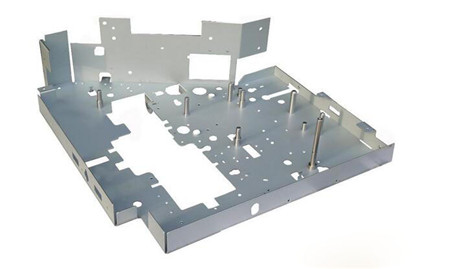
机箱机柜钣金加工常用的加工型材主要是钢型材和铝型材。 钢式村柱架机被拒绝为封闭式切割面。 承重比较大,但内壁较难清洗。 内壁腐蚀问题不容易解决。 机箱是中小型电子设备的外壳。 它是一个箱形结构。
按结构类型可分为:钣金结构机箱、铝型材结构机箱、铸造结构机箱和非金属材料机箱等。 目前钣金加工厂家在大量的电子产品 用于铝框架结构。

在机箱机柜的结构设计中,在其结构工艺上应注意以下几点:
1、应考虑装配和接线的方便性。
2、弧焊和气焊零件在焊前不应进行表面涂层。
3、对于焊接件,在选择材料厚度和焊缝长度时,要保证焊后变形小。
4、在满足电子设备使用要求的前提下,尽量使结构简单,零件尽量少。
5、型材件(构件)在满足强度、刚度和美观的前提下,力求截面形状简单,减少加工工序。
6、尽量使用标准化、标准化的零件和尺寸系列,方便加工时通用工装的选择,尽量减少非标准零件的数量,使结构简单。
在加工设计机箱机柜产品时,必须严格满足以下要求,才能生产加工出符合质量要求的产品:
1、要求机箱与机柜有良好的机电连接,尺寸标准有利于实现“三化”
2、要求型材保护设备,同时要兼顾体积小、重量轻、加工外形美观等特点。
3、机柜和机柜要求加工施工结构简单方便,安装维护方便,坚固耐用,具有较好的可制造性。
4、产品要求有良好的电磁兼容性。 当外界有电磁干扰时,相应的机械设备也能正常运行。 同时,也要求机箱和机柜减少外部电磁信号,减少设备运行时的电磁干扰。
推荐阅读:

相关文章
精密钣金加工有哪些新的特点?
现代机械制造业以其先进和高效率而闻名。在室温下,压力机的模具对材料施加力时,会产生分离或塑性变形,这是压制所需零件的一种方法。它的工作通常在室温下完成,这被称为冷冲压。它的加工数据是金属板,所以也叫钣...

激光焊接机为什么在钣金加工广泛使用?
应用行业:手持式激光焊接机广泛应用于卫浴行业、眼镜行业、五金行业、汽车行业、医疗行业、电子行业、医疗器械、家用电器、厨具、卫浴行业。激光焊接机可广泛应用于橱柜、厨卫、楼梯电梯、货架、烤箱、不锈钢门窗护...
精密钣金加工服务业的市场现状
钣金加工业作为制造业的重要组成部分,近年来发展迅速。 无论是需求还是供给,我国已成为全球重要的精密金属制造服务集中地。 尤其是随着先进的供应链竞争和服务外包理念被全球企业认可,为了更好地响应客户和市场...

柔性钣金加工是什么?带你看看全自动的钣金加工生产线
作为世界钣金行业的杰出代表,全球金属板材柔性加工技术的典范,成立于1963年的萨瓦尼尼公司至今已经有50余载的历史。50年的发展,萨瓦尼尼已经将先进的钣金加工技术带到了世界的各个角落,刚刚过去的M...

钣金加工 金属制品加工 钣金机箱加工_中山铭偌金属制品有限公司
金属制品加工技术有哪些? 金属加工分许多不一样的手艺.如今让我具体的剖析一下不一样的加工品种.还有它所需求的本钱和技术作用怎么浇铸有些 浇铸:指金属被加热熔化,然后浇注到模型里。合适加工外型杂...

精密钣金加工焊接工艺的分别有哪几类?
精密钣金加工连接技术在现代机械制造业中,将两个或多个零件或部件连接在一起,如螺栓连接、铆钉连接、粘接和焊接等。 前两种连接方式为机械连接,可拆卸。 焊接是利用两个物体的原子之间的键来实现连接,形成永久...

金属铣床在钣金行业中必不可少 广州铭偌钣金加工厂
这些年,跟着国民经济疾速稳定开展,配备制作业的复兴以及整个制作业技能晋级和国防现代化需要加大,在固定资产出资较快添加的拉动下,推进我国我国机床东西职业呈现了产销畅旺的局势,金属切削机床制作职业也在...
钣金加工怎样正确清洗机箱机柜?
机箱机柜钣金加工长时间暴露在空气中,机箱机柜钣金加工会沾染灰尘或氧化,变得不那么光亮。 机箱机柜我们有处理措施吗,钣金加工出现这种情况怎么办? 简单的方法就是清洗。 1、首先需...
 中山铭偌金属制品有限公司
中山铭偌金属制品有限公司