

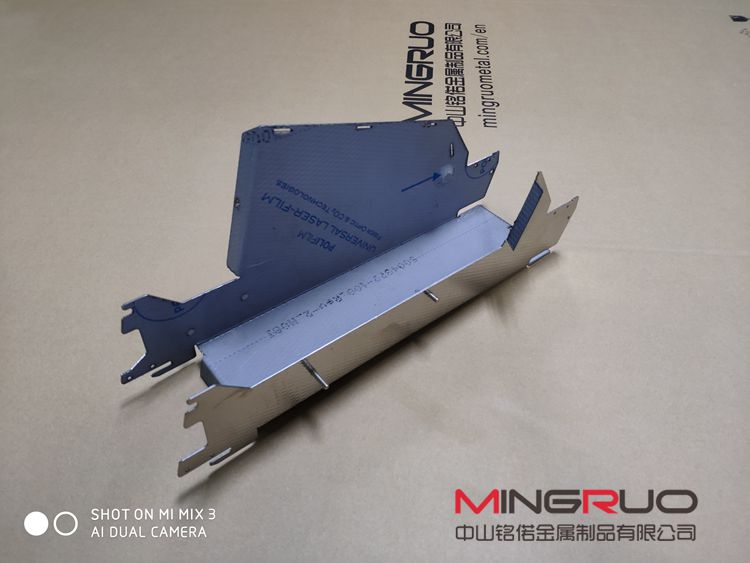
机箱机柜在钣金加工技术工艺上有哪些需求?
机箱机柜钣金加工常用的加工型材主要是钢型材和铝型材。 钢式村柱架机被拒绝为封闭式切割面。 承重比较大,但内壁较难清洗。 内壁腐蚀问题不容易解决。 机箱是中小型电子设备的外壳。 它是一个箱形结构。
按结构类型可分为:钣金结构机箱、铝型材结构机箱、铸造结构机箱和非金属材料机箱等。 目前钣金加工厂家在大量的电子产品 用于铝框架结构。

在机箱机柜的结构设计中,在其结构工艺上应注意以下几点:
1、应考虑装配和接线的方便性。
2、弧焊和气焊零件在焊前不应进行表面涂层。
3、对于焊接件,在选择材料厚度和焊缝长度时,要保证焊后变形小。
4、在满足电子设备使用要求的前提下,尽量使结构简单,零件尽量少。
5、型材件(构件)在满足强度、刚度和美观的前提下,力求截面形状简单,减少加工工序。
6、尽量使用标准化、标准化的零件和尺寸系列,方便加工时通用工装的选择,尽量减少非标准零件的数量,使结构简单。
在加工设计机箱机柜产品时,必须严格满足以下要求,才能生产加工出符合质量要求的产品:
1、要求机箱与机柜有良好的机电连接,尺寸标准有利于实现“三化”
2、要求型材保护设备,同时要兼顾体积小、重量轻、加工外形美观等特点。
3、机柜和机柜要求加工施工结构简单方便,安装维护方便,坚固耐用,具有较好的可制造性。
4、产品要求有良好的电磁兼容性。 当外界有电磁干扰时,相应的机械设备也能正常运行。 同时,也要求机箱和机柜减少外部电磁信号,减少设备运行时的电磁干扰。
推荐阅读:

相关文章
钣金加工中镜面不锈钢板焊接工艺注意事项
1,因为安装时为了防止尺寸的临时变化或计算误差而变短,往往其所用的镜面不锈钢板都会在尺寸上偏大;这会导致在其焊接的时候,其焊缝的宽度、长度、板材的实际厚度发生细微的中心线偏移;这就要求焊接的时候要...

钣金加工常用的材料有哪些?
金属板材加工称为钣金加工。具体来说,比如用板材制作烟囱、铁桶、油箱、油箱、通风管、弯头、弯头、方头、漏斗等,主要工艺有剪、折弯、折弯、成型、焊接、铆接等 一定的几何知识。钣金件是薄的钣金件,即可以通过...

钣金加工冲压过程产生的各种缺陷该如何解决?
钣金加工冲压出现缺陷的原因: 1)原材料质量差; 2)模具安装、调整和使用不当; 3)操作人员未正确沿定位送条或未保证送条有一定间隙; 4)由于模具长期使用,其工作部件和导向部件的间隙变化或...

钣金加工厂如何选择钣金生产系统?
在投资自动化钣金加工系统时,需要考虑几个不同的方面或标准,例如生产率,生产的产品质量,交付时间,当然还有投资的价值。在比较两个或更多制造商的报价时,生产经理,采购经理和CEO通常使用收集的信息,并根据...

钣金加工过程中的钣金冲压到底是什么
冲压件即是薄板五金件,也即是能够经过冲压,曲折,拉伸等手法来加工的零件,一个大体的界说即是-在加工过程中厚度不变的零件。相对应的是铸造件,锻压件,机械加工零件等,比方说汽车的外面的铁壳即是钣金件,...

钣金机箱中冲孔板材孔的直径计算方法
冲孔:望文生义是指外表有各类形状孔型的金属板。冲孔板是由各种质料的钢板冲剪拉伸或冲孔而成。资料:钢卷、不锈钢板、铝板、低碳钢板、铝镁合金板、铜板、钛板、镍板等。织造及特色:冲压、延伸而成;分为:冲...
钣金加工行业中的钣金术语汇总
钣金加工行业中的钣金术语按根本工艺序次: 1、剪料:指质料颠末剪板机得到矩形工件的工艺进程。本公司是用数控剪床举行净尺寸加工下料,此为要求不高的工件加工,钣金工艺工...

钣金加工行业现状及未来发展方向预测
金属板普遍应用于我们的一样平常生存中,具有重量轻、强度高、导电性好(可用于电磁屏蔽)、成本低、批量生产和良好的性能特点。钣金加工行业是传统的经典金属加工行业。随着科学技能的生长,促进人的生产要领变化了...
 中山铭偌金属制品有限公司
中山铭偌金属制品有限公司