

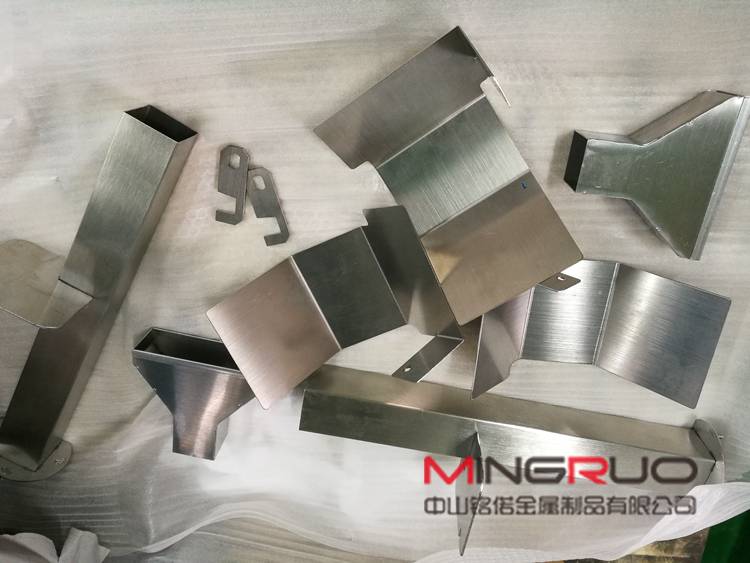
钣金加工中钣金激光切割实用于什么样的材料
有哪些资料适用于激光切开(钣金加工,钣金件加工)呢?如今就由我司佛山华锐达激光切开有限公司具体为我们阐明:

结构钢
该资料用氧气切开时会得到较好的成果。当用氧气作为加工气体时,切开边际会细微氧化。关于厚度达4mm的板材,能够用氮气作为加工气体进行高压切开。这种情况下,切开边际不会被氧化。厚度在10mm以上的板材,对激光器运用特别极板并且在加工中给工件外表涂油能够得到较好的作用。
切开不锈钢需求:运用氧气,在边际氧化没关系的情况下;运用氮气以得到无氧化无毛刺的边际,就不需求再作处理了。在板材外表涂层油膜会得到十分好的穿孔作用,而不下降加工质量。
铝
虽然有高反射率和热传导性,厚度6mm以下的铝材能够切开,这取决于合金类型和激光器才干。当用氧切开时,切开外表粗糙而坚固。用氮气时,切开外表滑润。纯铝由于其高纯十分难切开,只要在体系上设备有“反射吸收”设备的时分才干切开铝材。不然反射会破坏光学组件。
钛
钛板材用氩气和氮气作为加工气体来切开。其它参数能够参阅镍铬钢。
铜和黄铜
两种资料都具有高反射率和十分好的热传导性。厚度1mm以下的黄铜能够用氮气切开;厚度2mm以下的铜能够切开,加工气体必须用氧气。只要在体系上设备有“反射吸收”设备的时分才干切开铜和黄铜。不然反射会破坏光学组件。
激光切开质量好,切开速度快,所以在我国发展速度很快
推荐阅读:

相关文章

初学冲压必知的模具工艺术语
(1) 冲裁 是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 (2) 切开 ...
钣金行业当中钣金机箱的一些基础知识
众所周知钣金机箱在很多的行业应用范围非常的广,比如配电箱、主机盒、防水箱、汇流箱、电脑主机、显示器外壳等等的一系列的用途,这里小编就不多说了,下面给大家详细介绍下钣金机箱的知识, 机箱机柜广泛应...

钣金加工中激光切割不同板材的注意事项
一、不锈钢切割激光切割不锈钢金属加工板材一样平常接纳氮气,警备氧化,无毛刺边缘,险些不用后处理惩罚便可直接焊接,根据不锈钢质料特性可以加速液体的流动性,使切割效率更高更快。而接纳氧气举行切割的结果大概...

钣金加工机箱机柜为何流行
机箱机柜是现在钣金加工最流行的一种,为什么会流行,这和它的本质有关系,因为钣金的本质,重量轻、强度高、成本低、而且可以大规模生产。 机箱机柜一般包括外壳、支架、面板上的各种开关、指示灯等。外壳用...

钣金机箱加工工艺中有些什么技术要求
1.外表应平坦润滑,不得有显着锤印; 2.焊接选用氩弧焊; 3.外表抛光达XX;(如果是不锈钢) 4.未注壁厚均为XX.(如图形效杂乱尺度无法标全) 5.盛水实验不得走漏.(如有密封需求)...

铭偌金属加工厂教你如何选择优质的钣金机柜_中山铭偌金属制品有限公司
在选购机柜时,机柜的钣金加工技能是咱们有必要知道的,这样对咱们能不能选到好的机柜有很大的协助。1:面喷砂、喷塑:机柜外表选用先喷砂,后喷塑的外表处置技能;确保机柜外表涂层的结实牢靠,这样既耐酸碱、又耐...
钣金加工中的激光焊接到底是什么?
1. 激光焊接工艺参数功率密度和功率密度是激光加工中最重要的参数之一。由于功率密度高,表面层可在微秒范围内加热至沸点,导致大量汽化。因此,高功率密度有利于材料的去除加工,如钻孔、切割和雕刻。为了降低功...
【钣金加工行业资讯】2019年有色金属工业运行情况及展望
导读: 面对国际经济形势复杂多变、全球内经济下行压力不断加大的局面,以及市场需求不振、产品价格低迷、金融市场动荡等不利因素,全行业认真贯彻落实党中央、国务院稳增长、调结构、促转型各项政策措施,...
 中山铭偌金属制品有限公司
中山铭偌金属制品有限公司