

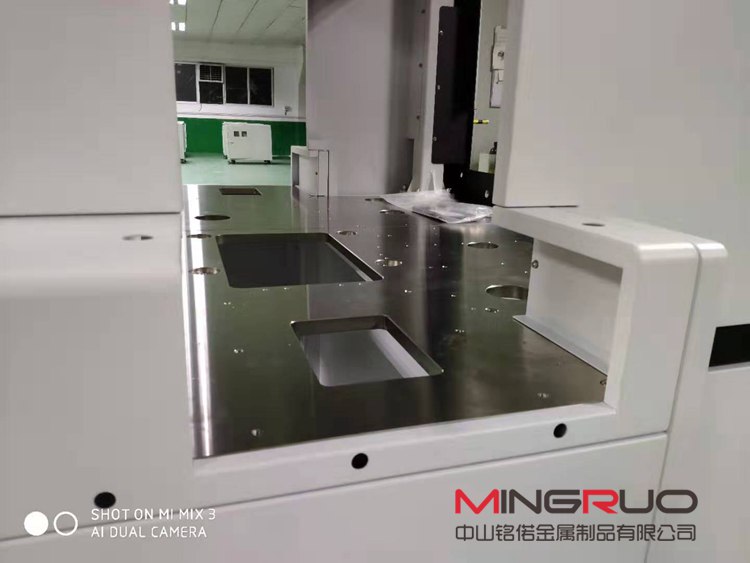
钣金加工机箱机柜时外观的尺寸是如何保持良好?

随着经济的发展,钣金机箱机柜以其诸多优点在我国得到越来越广泛的应用。对于钣金机箱机柜来说,它具有良好的外在形象,长期在户外工作对其影响很大。因此,机箱机柜钣金外壳的表面处理会给它带来很大的影响。
机柜机箱加工时必须注意以下几点:
1、钣金柜体不允许倾斜或部分弯曲或扭曲。框架立柱与底座的垂直度小于1.5mm。测试时,以底座上表面为基准,以立柱上端内缘为测点。
2、顶框与底座平行度小于1mm。检测点为底座的上表面和顶框的下表面,它们相互作为参考。也可以通过测量六边对角线的长度来检测,其差值不应超过2.5mm。如有中隔板,顶框与底座平行度可放宽至1.5mm,中隔板与顶框或底座平行度小于1mm。
3、上下箱体对角线差的绝对值小于1.5mm。
4、立柱不得扭曲,每个立柱与上下外壳框架相连的两端与外壳相邻平面的平行度小于0.5mm。
5.、支撑子架的滑道,同层左右滑道形成的工作面相对于底座上表面的平行度为1mm,子架后相邻两面板之间的间隙为应确保已安装。绝对值不得超过0.6mm。
推荐阅读:

相关文章
传统工艺与新钣金加工技术之间的区别
在我国,钣金加工在机械类中作用很大。钣金加工技术的飞速发展,使得板材加工技术水平不断提高。但是,钣金加工的工艺难点很大,影响到钣金加工技术推进的速度。看到了新的希望,激光加工的崛起让我们看到了新的希望...
光纤激光切割机能加工钣金
薄板是一种比较常见的金属材料,薄板的应用范围很广,应用于电子电器、通讯、汽车等行业。它使相当多的工作工厂的钣金加工开始,钣金加工时会先选择光纤激光切割机,光纤激光切割机加工钣金有什么优势?具体表现在三...

为什么说精密钣金加工很全面的工艺?
精密钣金加工是一种全面的加工工艺,用于钣金(通常6mm或更少),包括切割,冲压/层压,折叠,焊接,铆钉,拼接,铸件(如车身)。其引人注目的特点是一致的厚度。现代钣金制造技术包括:灯丝功率绕组,激光切割...
精密钣金加工需要把控好哪些因素?
由操作者主导的过程造成的缺陷一般可以由操作者控制。造成操作失误的主要原因有:操作人员质量意识差、操作过程中粗心大意、不遵守操作规程、操作技能低、技术不熟练、因简单重复的工作而感到厌烦。相对而言,焊接过...

钣金加工三种常用的下料方式
钣金下料是将厚材料按需要切成坏料,钣金下料的方法很多.按机床的类型和工作原理可分为剪切、铣切、冲切、氧气切割和激光切割、线切割。钣金下料方式主要有冲床、数控下料、剪板机等,数字冲床是目前常用的方式,打...
激光切割技术的重要性浅谈
激光切割技术的发展,可以说是对工业进步取得了巨大的成就,它的发展间接的带动了整个工业的发展,有效的利用它大大的提高了工作的效率。 激光切割技术是一种先进制造技术,而激光切割是激光加工应用领域的一...
钣金加工相关工艺-压铸工艺知识的详细介绍-中山铭偌金属
压铸是一种制造工艺,可以通过使用称为模具的可重复使用的模具生产几何形状复杂的金属零件。压铸工艺涉及使用熔炉,金属,压铸机和模具。金属,通常是诸如铝或锌的非铁合金,在炉中熔化,然后注入压铸机中的模具...

传统金加工和精密钣金加工的区别
钣金加工可以分为传统钣金加工和精密钣金加工,这其实是一个概念,传统钣金加工标准可以满足平常工艺需求。主要的区别就是精准。精密钣金对于具有特殊装配要求或高形状要求的行业非常重要。从传统的手工车间到设备加...
 中山铭偌金属制品有限公司
中山铭偌金属制品有限公司