

震憾!CNC居然可以直接铣出手机金属外壳镜面效果

苹果三星等知名手机厂商对手机金属外壳在喷砂、阳极之前,要求其表面粗糙度很小,如同镜子。目前,大部分手机厂商通过抛光处理来达到手机金属外壳镜面效果。但是最近出现了一种新的方法:用CNC铣出手机金属外壳镜面效果,这类方法时间短、价格低,还能曲面加工!如果这种技术得到广泛的了解,很有可能会取代抛光技术!
CNC铣出手机金属外壳镜面效果是怎么做到的?
当然,这类CNC和一般CNC还是有很大不同的,我们来看看能铣出镜面效果的CNC有什么不同?
一、CNC刀具材质特殊
(钻石刀具)
刀具是最直接的原因。应该使用钻石刀具,钻石刀具有极高的硬度和耐磨性、低摩擦系数、高热导、低热膨胀系数,以及与非铁金属亲和力小等优点。
好的钻石刀具刃口在高倍显微镜下也看不到任何缺口的毛边,刃口能经受长期的切削而不变化。钻石与有色金属摩擦系数很小,切屑不易粘在刀刃,不产生积屑瘤,因而在加工过程中始终保持刀刃对工件直接切削,光亮度能得到保证。
二、对刀具形状有什么要求?
1.前角和后角的选择?
刀具应选择较宽的刃口,刀具前角应较小,这样刃口对被加工表面形成了刮削和挤压效应,使工件表面获得很高的光洁度同时产生硬化层,提高了工件的表面硬度和使用的耐磨性。
刀具的角度还取决于工件材料:
1)加工塑性材料如铜、铝和镍时,刀具的前角为0º,后角一般在5º~10º之间。刀尖圆弧半径常用0.5~5mm,机床刚度高可采用较大的半径以降低工件的表面粗糙度,如采用较小的刀尖半径时,为不使表面粗糙度恶化须相应减少进给量。
2)加工疏性材料如硅、锗、CaF2和ZnS时,刀具的前角一般在-15º~-45º之间选用。最佳前角除取决于材料本身外,还取决于机床和装夹系统的刚度,最好通过生产试验来确定。
2.盘式铣刀如何选择?
高光铣削选用盘式铣刀,刀盘直径根据被铣削平面大小尽量选用较大直径、具有较好的刚性和很好的刀片定位精度。刀盘的大小会改变被铣削平面的纹路和效果,刀片数量可以是单片也可以是多片,但多刀片对调整各刀片的一致难度较大,也很费时,使用单刀铣削效果较好。
三、对机床有什么要求?
(铣出镜面效果的CNC机床)
刀具再好,如果没有良好的机床也是妄用!机床要有良好刚性、精度和稳定性,CNC精雕机一般转速为20000转/分。
四、对工件材质有什么要求?
(铝板)
适合镜面加工的材料有铝材、铜材、不锈钢等。加工铝材时,其光亮度是最光的,且对刀具的磨损最小;加工铜材时,其光亮度比较光,且对刀具的磨损次之。加工不锈钢材时,其光亮度是呈灰色哑光的,且对刀具的磨损也较大的。
五、CNC铣镜面还需要注意哪些?
1.切削速度的确定
镜面铣削的切削速度通常在30m/s左右。为了能加工出完美的工件,主轴在换刀后必须进行动平衡,以尽量减少动不平衡对工件表面造成的波纹。
2.不必加冷却液
钻石刀具热传导性能好,切削量不大,所以不必加冷却液。相反,加了冷却液不仅增加了加工后的清洗的麻烦,而且,夹杂有铁屑的冷却液往往成为刀刃崩口的祸根。
3.了解参数,获得最佳组合
要获得包含所有相关信息(如刀具、材料和加工工艺等)因素的安全技术数据,并使之成为一种最佳的组合,这往往需要一个经验摸索与磨合过程。
六、CNC铣镜面的市场应用
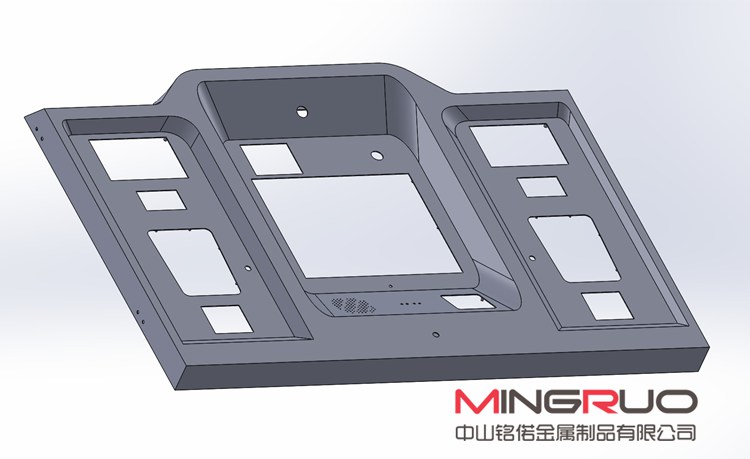
(手机金属中框镜面效果)
一件手机金属外壳抛光成镜面需要20分钟,价格大概为30-40块钱;而CNC粗铣(可以用一般的CNC及刀具)需要5-10秒,CNC精铣镜面需要5-10秒(一般先粗铣一遍,减少精铣的时间),如果也折算成30-40块钱,其中的利润可想而知,并且加工周期得到大幅度降低!
另外,据统计,金刚石车刀寿命是高速钢车刀的25倍,每把金刚石刀具可以重磨6~15次。当然,这类精密CNC镜面加工设备价格不菲,大概要40-50万,这也是这类技术推广的一个拦路虎!
在全球内,手机金属中框/后盖常用的材料有铝合金、不锈钢等。其中,铝合金(这种材料非常适合CNC加工)是应用最广的材料,如果CNC铣镜面为众多加工厂商认可,将很有可能取代抛光,再一次给手机金属外壳加工带来新的震撼!
推荐阅读:

相关文章

钣金加工工艺基础知识
钣金加工是金属加工行业比力常见的加工要领之一,在举行加工生产时期,事恋人员必要先学习相干的加工技能,才可包管质料的加工质量以及加工精准度。人们在举行加工时可以完成下料和冲裁等工艺流程,颠末这些加工步调...

钣金工艺验收标准详解 节能环保具较强耐用性
根据基本金属板材加工方法,正如所料,折弯,拉伸,成型,焊接。本说明书中描述的每个加工工艺的要求的方式,应当指出的。根据不同的加工方法切割,可分为普通冲床,冲床几个,开料剪切机,激光切割,切割风,由...
钣金箱体焊缝漏水和怎样防锈呢
【钣金加工】焊缝处经酸洗后再磷化喷粉,过一段时辰后总会有一些锈水渗出,这个疑问再前处置进程中一、该怎样处置? 1.酸洗时缝隙处的酸未经中和或是中和不完全,磷化处置化成皮膜不完全易生锈.涂装后一段...

钣金加工中的激光切割到底是什么原理?
切割过程是指通过施加足够大的力来使一块金属板分离以使材料失效的过程。形成的切口可以沿着开放路径以分离一部分材料或闭合路径以切出并移除该材料。切割过程的几何可能性取决于所使用的技术,但大多数都能够切...

钣金加工件与钣金加工程序运行流程
钣金加工件有许多,具体有哪些,小编跟你解析一下。例如电脑机箱,配件,机柜,电子钣金件,只要是用板材(0~3MM)做的,这些都可以(SECC,SGCC,SPCC,覆铝锌板,铝板,等)有冲压,有镭射,...
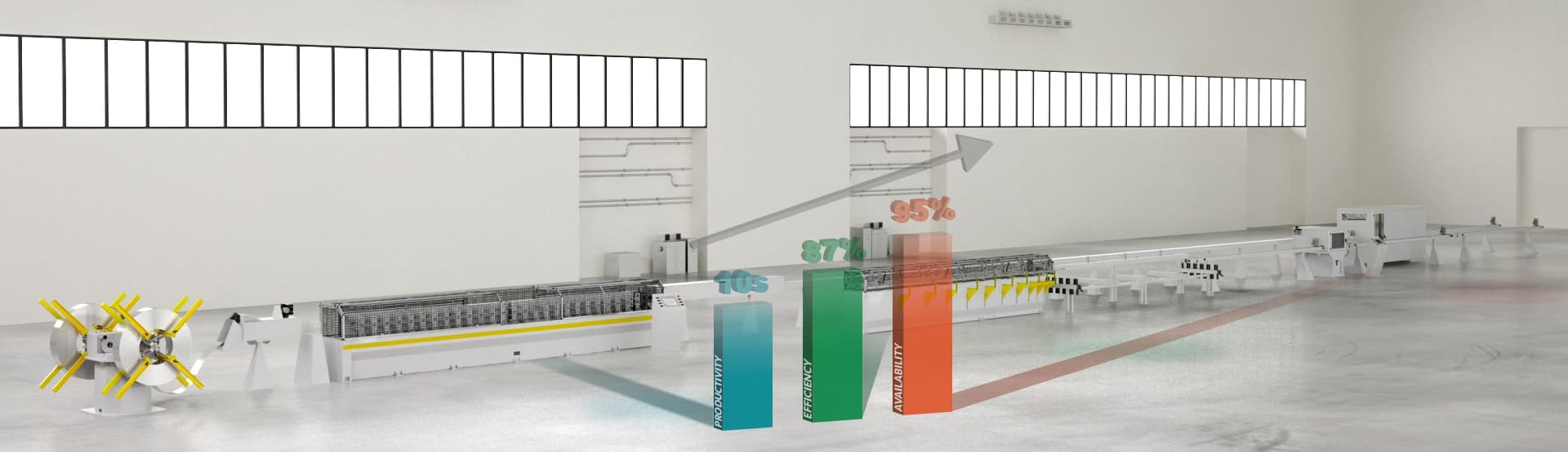
钣金加工厂生产线如何计算生产率,可用性和效率?
随着处理模块数量的增加,现在钣金加工生产线越来越自动化。知道如何 平衡生产系统已成为生产经理的战略技能,以优化生产线,并 提高了生产效率。 生产系统由一系列机器组成,每台机器执行该过程的一部...

钣金加工中钢结构加工中加工成形机械与操作流程以及步骤
钢布局加工工作中加工成形机械与操作规程和进程 在钢布局加工技能技能中运用的各种机械品种繁复,用处和功用广泛,格外是在加工成形屮各种通用和专用机械的挑选和运用,对商品质量、工作功率的进步和确保安全...
激光切割技术的重要性浅谈
激光切割技术的发展,可以说是对工业进步取得了巨大的成就,它的发展间接的带动了整个工业的发展,有效的利用它大大的提高了工作的效率。 激光切割技术是一种先进制造技术,而激光切割是激光加工应用领域的一...
 中山铭偌金属制品有限公司
中山铭偌金属制品有限公司