

钣金机箱的生产有几道工序?

1.数冲,数冲这一工序就是根据产品图纸要求采用冲裁模式将产品未成型前的展开样式冲裁出产品的孔位以及外形尺寸的一个工艺。
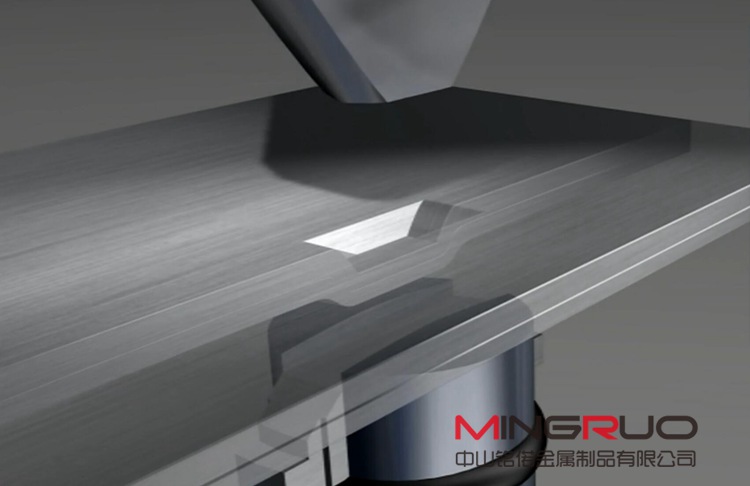
2.折弯,折弯这种工艺是将产品按各户要求的形状用折弯机将未成形的产品折弯到客户要求的形状和尺寸,以确保产品的功能达到客户要求。
3.冲压,冲压实际上就是实用冲床把一种钉子压在产品工件上使其不脱落,便于安装的一种工艺。
4.焊接,焊接这一工艺是将两个或两个角用热加工的方式紧密地结合在一起,看上去就像是两个工件原本合二为一的感觉。
5.打磨,打磨工艺是指产品经过数冲或焊接时有批锋或焊接时的焊渣通过高速旋转的打磨片将其打磨平整,以达到产品的外观
6.喷塑,工艺是将产品放入酸洗池中,将产品表面酸洗掉形成化学反应,然后在其表面喷上彩色粉末,后形成新的表面
7.是在产品生产完成后装入某袋或纸箱内,以避免在运输途中相撞而使产品表面受损的一种工艺。
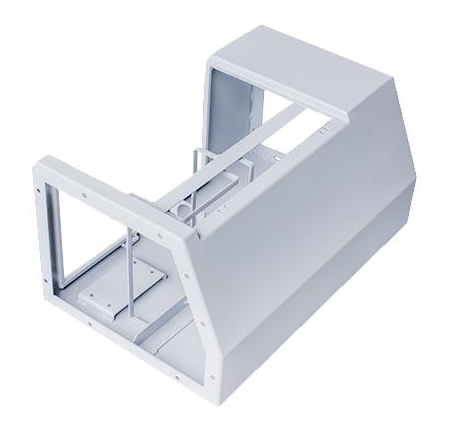
希望所有人通过以上的了解之后都知道一个金属外壳是怎么从设计到生产的过程吧,其实工艺远不止我所介绍的,还有一些如沉孔、攻牙、钻孔、电镀等一系列的工艺,这些工艺也不是每一种产品都会用上,只是更具针对性的产品不同工艺而已。
推荐阅读:

相关文章

珠海钣金加工厂:机械设备外壳加工,解决你的 “定制难题”
很多珠海的机械设备企业在做外壳时,都会遇到“定制难题”——设备结构特殊,外壳尺寸、形状没有标准模板,找了好几家厂家都做不出符合要求的产品。其实只要找对珠海钣金加工厂,这些定...

初学冲压必知的模具工艺术语
(1) 冲裁 是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 (2) 切开 ...

震憾!CNC居然可以直接铣出手机金属外壳镜面效果
苹果三星等知名手机厂商对手机金属外壳在喷砂、阳极之前,要求其表面粗糙度很小,如同镜子。目前,大部分手机厂商通过抛光处理来达到手机金属外壳镜面效果。但是最近出现了一种新的方法:用CNC铣出手机金属外...

钣金加工压铆和压段差时需要注意什么?
压铆:根据图纸确认铆接件的规格型号,确认所需铆接的方向、位置、数量,确认铆接效果,即是否有露齿、变形、歪斜、偏位、模具压坏等。确认铆接外观合格后,进行推力和扭转试验(型式取样);如果铆接处与方孔切边距...
推荐三种德国制造的钣金加工利器,效率极高,性能稳定
钣金小电剪:钣金电剪刀是以单相串励电动机作为动力,通过传动机构驱动工作头进行剪切作业的双重绝缘手持式电动工具,具有方便剪切各种形状钢板,重量轻、安全可靠等特点。广泛用于汽车、造船、飞机及修配等部门钣金...

材料课堂:不锈钢334的材质介绍
840(S33400)合金是一种含钛和铝的奥氏体不锈钢,含有足够的铬形成并维持足够规模的铬氧化物,使其在高温条件下得到保护,比传统铬镍不锈钢如304更耐高温;较高的含镍量,使其相比标准的18...

制作钣金产品过程选那些材料更好
最近经常听到客户说我要做某某产品需要什么样的材料最好?什么样的材料价格最便宜,需要表面处理吗?其实钣金行业用到的材料很多,但是价格低廉的材料基本就是冷轧板,价格也是最实惠的,但是需要表面做防锈处理...
如何对精密钣金加工做好保养工作?
长期使用一款设备,一定要对其做好保护,做好保护工作才能让其使用的时间更长一些,如何对精密钣金加工做好保养工作?可用布将其擦洗,并将有松动的零件固定。除了这些,咱们也要对机床设备进行保护,好比说要对出现...
 中山铭偌金属制品有限公司
中山铭偌金属制品有限公司